不鏽鋼軟接頭長度在100mm範圍內,不鏽鋼軟接頭外徑不得大於標稱外徑1%,不得小於標稱外徑1%。用卡尺、杆規或其他可測量和外徑的測量工具測量。不鏽鋼軟接頭的彎曲度不得超過不鏽鋼軟接頭長度的0.2%。不鏽鋼軟接頭塗層時,采用流塗法,然後在大直徑不鏽鋼軟接頭爐中45~55烘幹,烘幹後再塗兩次。選用自製石墨粉水基塗料。
該塗層的特點是采用石墨粉作為耐火骨料、乳白膠等複合粘合劑,使塗層具有較高的耐火性、強度和一定的透氣性。從不鏽鋼軟接頭側表麵的一端到另一端,平行於不鏽鋼軟接頭軸拉繩或金屬絲,測量拉繩或金屬絲與不鏽鋼軟接頭表麵之間的距離。用直流弧焊機將偏弧指向一側管道坡口邊緣的二次輸出電纜繞一定方向3-5圈,電纜短接形成電路。
調整焊接電流旋鈕從小到大,然後從大到小瞬間變化一次,進行消磁處理。焊接過程中,管端磁性過大,導致無法焊接。如何消除不鏽鋼軟接頭上的磁性,直接影響焊縫質量,克服電弧偏移,改進焊縫成型方法。不鏽鋼軟接頭的塗層和塗層工藝采用準備塗層,破碎粉末後產生多個表麵,吸附能力強。








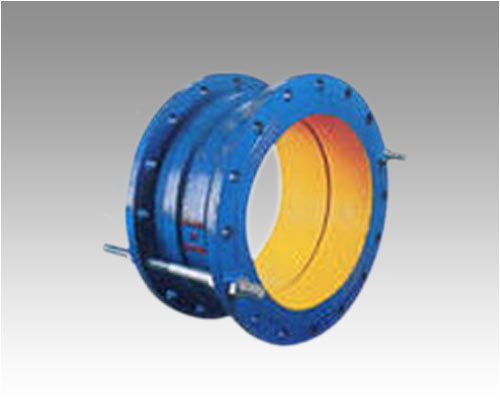
 【糟老头视频下载污污污器係列】
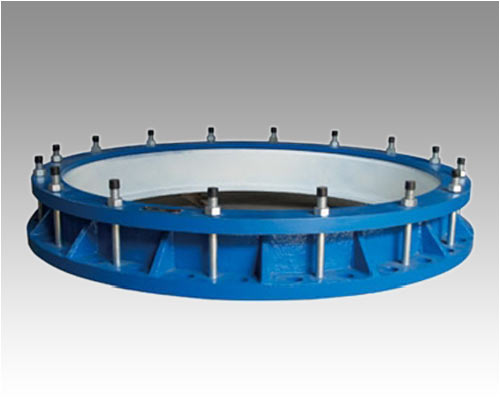
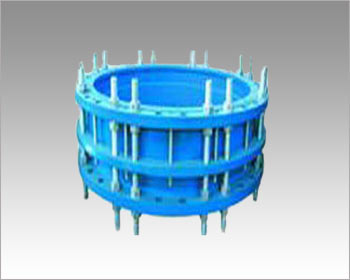
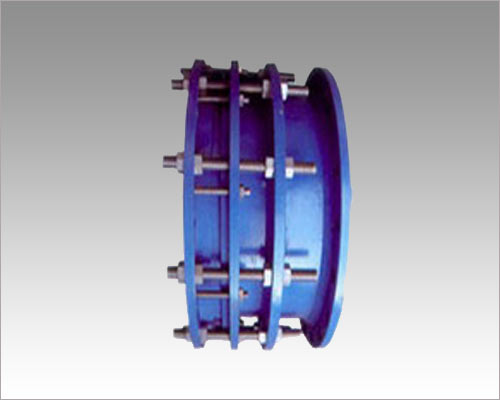
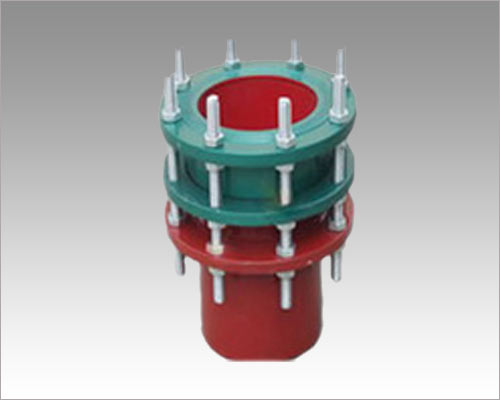
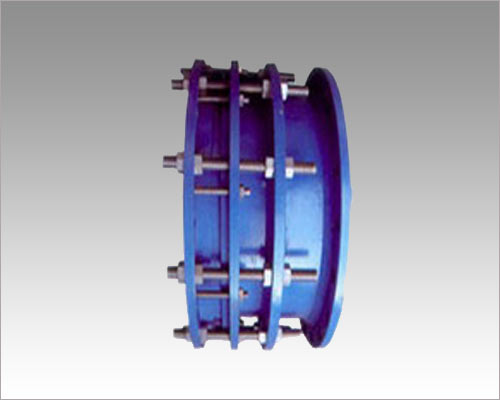
【糟老头视频下载污污污器係列】 【傳力接頭係列】
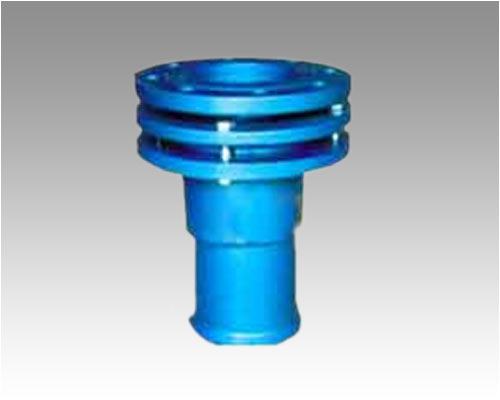
【傳力接頭係列】 【防水套管係列】
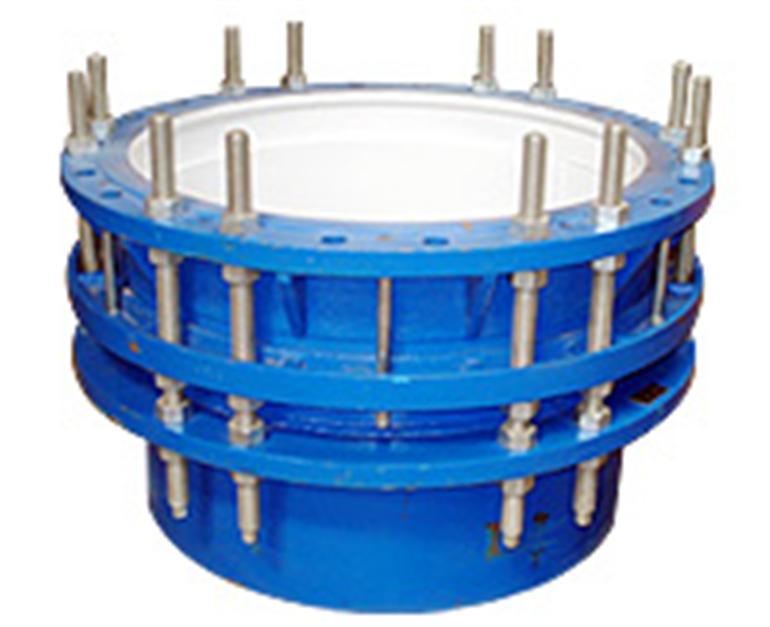
【防水套管係列】 【補償器係列】
【補償器係列】