沈陽單法蘭鬆套傳力接頭選用線割加工工藝時的流程加工工藝法
單法蘭鬆套傳力接頭選用線割加工工藝時,激光切割加工工藝應適用被激光切割原材料,不可發生裂痕等不良影響缺點。激光切割前要開展原材料標識移殖,防止原材料互用。 碳素鋼Q235鋼板不會再開展機械加工製造時,應將激光切割表麵的氧化皮、爐渣、濺出物等消除整潔,並將激光切割麵解決整平。機械設備衝剪後的不鏽鋼板材邊沿不可有裂痕、毛邊和缺棱狀況。合金鋼在工作溫度小於-20℃,碳素鋼在工作溫度小於O℃時,不適合選用機械設備衝剪。
對線割後造成裂痕的厚鋼板,焊後應該馬上開展熱處理工藝,不然應做後熱處理工藝。暢運單法蘭鬆套傳力接頭的焊後熱處理應依照DL/T 752的要求開展,但焊後熱處理的最大,控溫溫度應該比兩邊原材質及焊接熔敷金屬材料三者中最少 溫度低20℃~30℃。
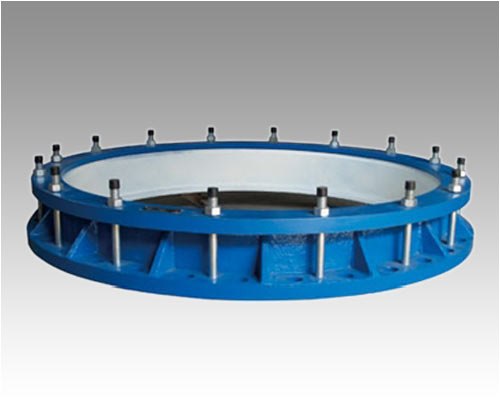
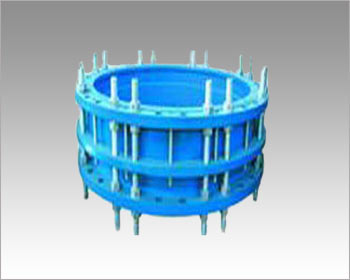
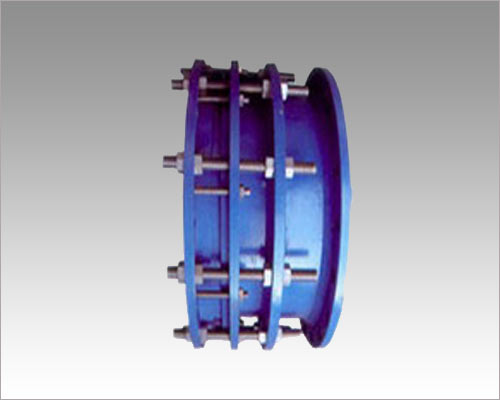
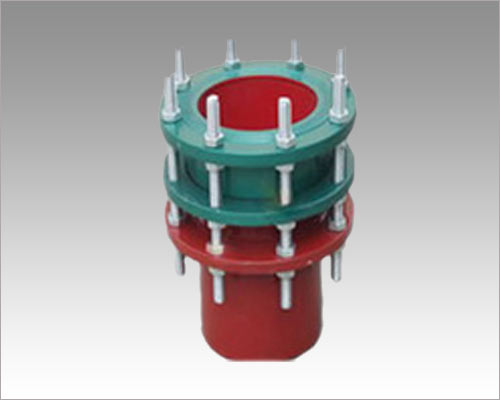
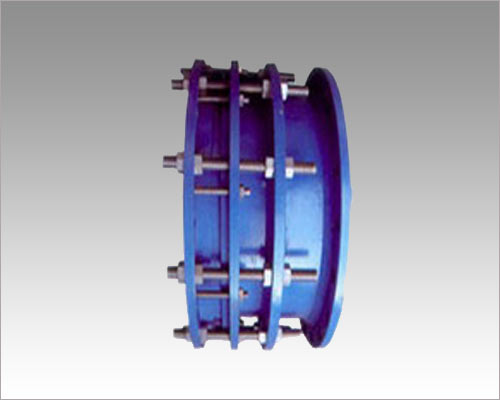
單法蘭鬆套傳力接頭的安裝流程:
1先把正中間旋蓋螺帽鬆掉,使密封圈處在基本上不可以運行狀態,隨後再調節短管,調節的規格按1/2ΔL為最好,再調節好連接頭,並除掉螺母的第一個螺帽,使管道通心,並使螺母的頭指向管道法蘭孔,便可開展一端安裝。
2.螺帽充壓要對稱性,逐漸擰緊。
3.再安另一端法蘭,方式推導。
4.對稱性慢慢卡緊旋蓋螺帽,以適為可。
5.工作中時,發覺部分密封不緊,可在部分卡緊旋蓋螺帽,以不泄露截止,兩邊密封不緊,逐漸扭緊法蘭兩邊螺帽,至不漏水截止。








 【糟老头视频下载污污污器係列】
【糟老头视频下载污污污器係列】 【傳力接頭係列】
【傳力接頭係列】 【防水套管係列】
【防水套管係列】 【補償器係列】
【補償器係列】