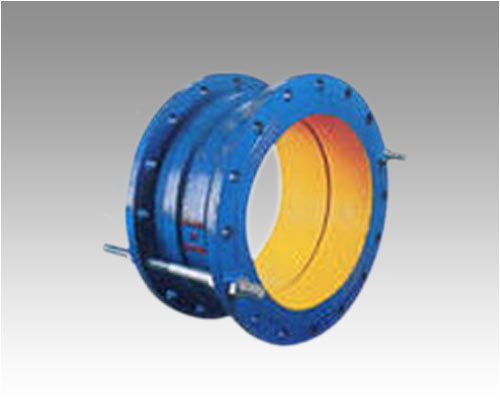
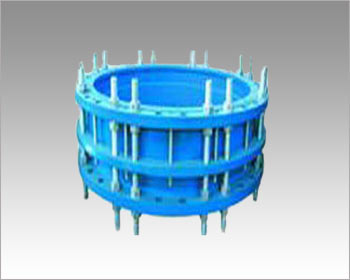
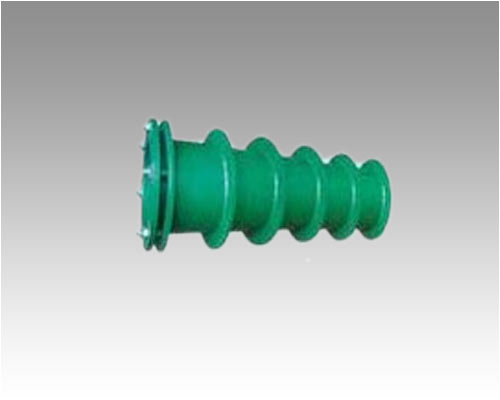
廣西鬆套傳力接頭焊接方法立即危害管道的密閉性
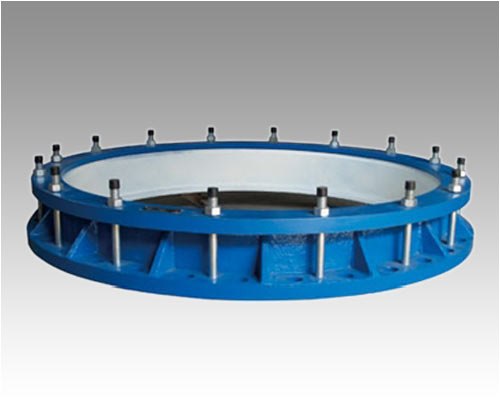
鬆套傳力接頭的焊接工藝立即關聯到鬆套傳力接頭品質的優劣,因而針對想選購鬆套傳力接頭顧客的而言。掌握鬆套傳力接頭焊接工藝或是十分必須的。
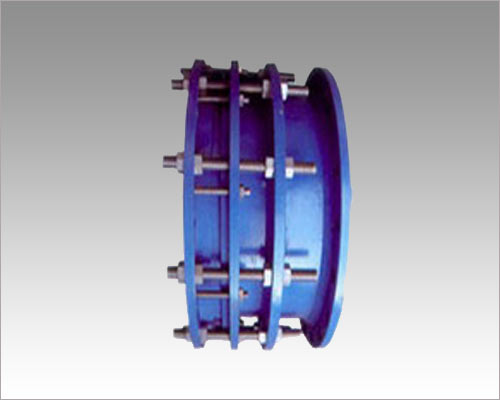
鬆套傳力接頭的焊接方法一般分電弧焊接、電弧焊接和纖焊三大類,伴隨著電焊焊接的運用,必須對焊接開展無損檢測技術。如今鬆套傳力接頭的焊接工藝已能焊出無內外缺點的、物理性能相當於乃至高過被連接體的焊接。接頭處的抗壓強度除開會遭受焊接品質危害外,還和他的規格、樣子、承受力部位和工作中標準等相關。如今鬆套傳力接頭焊接方式分成手工製作電焊焊接和自動焊接二種。由於自動焊接技術性現階段還心智不成熟,鬆套傳力接頭的電焊焊接以手工製作焊為主導。手工製作電焊焊接關鍵分成甲基纖維素焊絲下向焊和低氫焊絲下向焊。手工電弧焊往上焊技術性是在我國過去管道施工現場的關鍵焊接工藝,其特性為支管組對空隙很大,電焊焊接全過程中選用息弧操作方法進行,各層焊層薄厚很大,電焊焊接高效率低。手工電弧焊方式靈便簡單、適應能力強,其下向焊和上向焊二種方式的有機結合及甲基纖維素焊絲優良的根焊適應能力在許多場所下仍是自動焊機方式所不可以替代的。自動焊機是鬆套傳力接頭電焊焊接發展趨勢的大勢所趨,管道自動焊機技術性因為電焊焊接高效率,勞動效率小,電焊焊接全過程受人為失誤危害小等優點,在大口徑、厚壁管管道生產製造中運用發展潛力非常大。








 【糟老头视频下载污污污器係列】
【糟老头视频下载污污污器係列】 【傳力接頭係列】
【傳力接頭係列】 【防水套管係列】
【防水套管係列】 【補償器係列】
【補償器係列】