
 【糟老头视频下载污污污器係列】
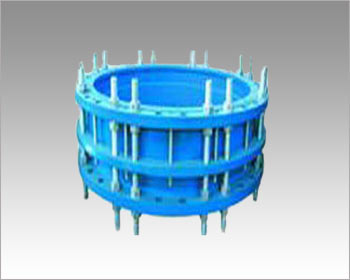
【糟老头视频下载污污污器係列】 【傳力接頭係列】
【傳力接頭係列】 【防水套管係列】
【防水套管係列】 【補償器係列】
【補償器係列】
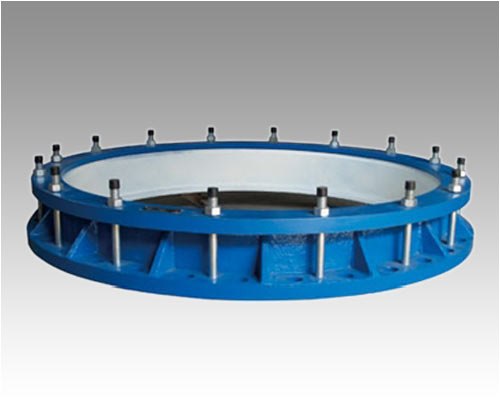
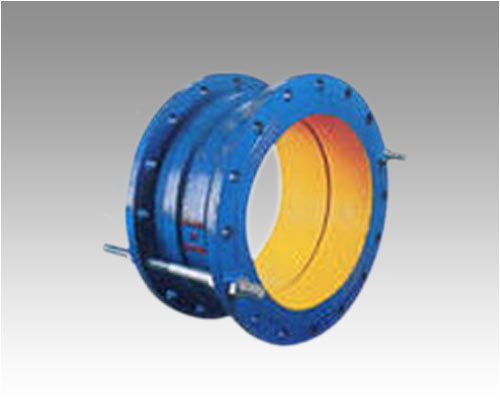
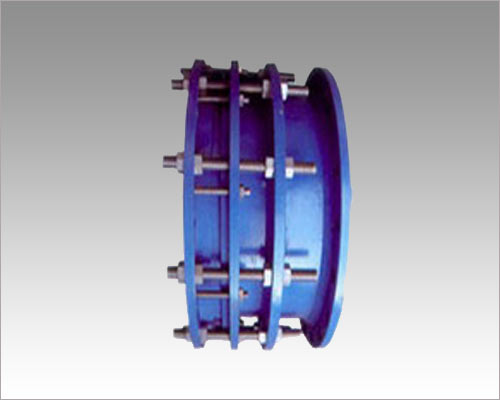
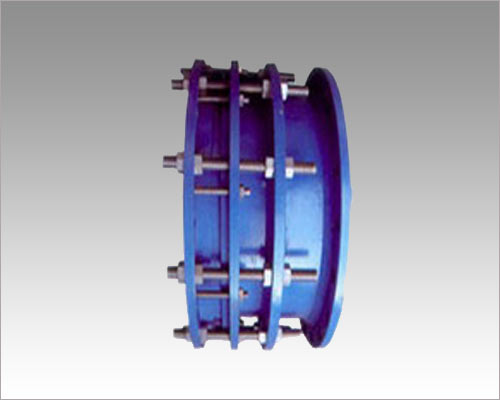
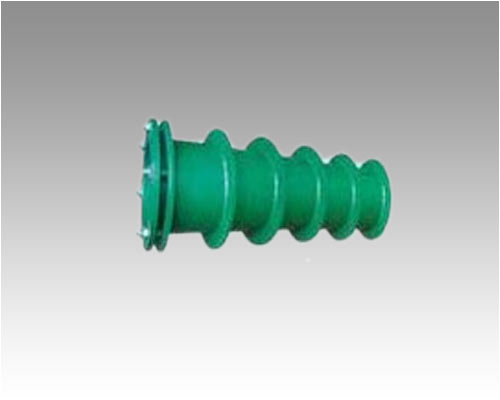
雙法蘭鬆套傳力接頭采用線切割工藝時,切割工藝應適用於被切割材料,不應出現裂紋等危害性缺陷。切割前應進行材料標記移植,以防材料混用。 碳鋼Q235鋼板不再進行機械加工時,應將切割麵上的氧化皮、熔渣、飛濺物等清除幹淨,並將切割麵處理平整。 機械衝剪後的鋼材邊緣不得有裂紋、毛刺和缺棱現象。碳素鋼在環境溫度低於-20℃,合金鋼在環境溫度低於O℃時,不宜采用機械衝剪。
對線切割後產生裂紋的鋼板,焊後應立即進行熱處理,否則應做後熱處理。 雙法蘭鬆套傳力接頭的焊後熱處理應按照DL/T 752的規定進行,但焊後熱處理的最高,恒溫溫度應比兩側母材及焊縫熔敷金屬三者中最低 溫度低20℃~30℃。文章來源:雙法蘭鬆套傳力接頭 http://www.jybgrtsd.net/